


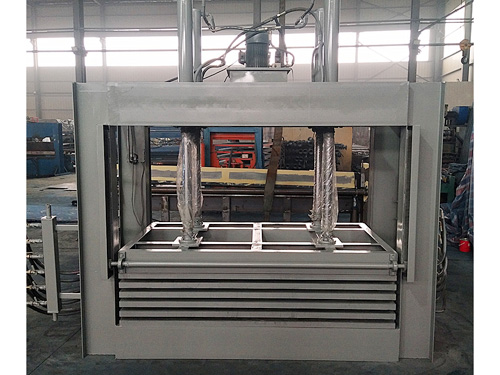



双层压瓦机的组成与压瓦机设备特点
双层压瓦机主要由左、右机体、底部连杆、顶部机箱盖、滑动座、六方转轮、皮带轮、齿轮机构、槽轮机构、凸轮机构、润滑泵、油路系统、电控部分等组成。该机上模冲压工序:由电动机经过皮带轮,带动输入轴,经小齿轮,大齿轮,带动上轴,通过一套凸轮机构带动装有上模的滑动座上下运动,实现压瓦。在左右两侧机箱内,安装有润滑泵,机器工作时经过,油管向各摩擦运动部位输送润滑油。
双层压瓦机设置装备摆设在正常一段工夫后要定期停止擦拭,定期添加光滑油。再次装链条前,先干净链条以包管表层没有油污,在加光滑油的历程用抹布擦掉链条上多余的光滑油,严禁压瓦机小闭合高度。双层压瓦机设置装备摆设运用前,为了防止在运输及搬运历程中使各衔接处的螺栓、螺母有松动现象影响设置装备摆设运用,要对各个衔接处停止查抄,起不要上板,以空车运转停止,检察设置装备摆设运转声响能否正常,不可以存在震荡,各个零件的运转不正常的现象,待设置装备摆设面面俱到查抄终了后才可装设模具,装置模具时,先堵截电源,以避免滑座着落。
双层压瓦机采用自动控制软件,实现生产信息化管理,整个机组自动化控制系统用高集成的网络,使自动化系统性能优越,还具有操作、维护、保养以及机械的调试、模具替换容易等优点。
压瓦机设备使用的模具需一个上模和六个相同规格尺寸的下模,先安装上模和一个下模,下模直接安装在六方转轮工作台上,上模安装在滑座底面上,并放置适当厚度的垫板,上下模合模后,四周边间隙均匀,上下模之间距离等于所需瓦坯的厚度。然后再以上模为准,工作台转位,安装其余五付下模,全部安装好上下模以后才能开车进行压瓦。压瓦机设备手工放坯,取坯工作程序:在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启动机器进行试车,先空车运转仔细观察,有无震动,噪音,油窗口是否来油,各部件运动是否协调,正常后才能安装模具,安装模具时,切断电源,用手工搬动电动机皮带或大齿轮,使工作台转位,并使滑座上升到高点,好用一物件支撑在工作台及滑座底面之间,以座自然下落,造成事故。
压瓦机设备特点:该设备具有操作、维护、保养以及机械的调试、模具替换容易等优点;整个机组自动化控制系统采用高集成的网络,使自动化系统性能优越;该设备采用自动控制软件,实现生产信息化管理在压瓦机设备生产出的彩板调直过程中,型材将从上,下,左,右移动,从而要求矫直机构与型材之间的间隙相对宽松一些,矫直机构与型材的上,下,左,右表面之间可以有的间隙,间隙大小在0.010-0.050in(0.25-1.25mm)之间,如果矫直扭转变形,间隙可以小一些。
双层压瓦机设备经济实惠,可将两型号设备合成一台,即节省占地面积,而且双层压瓦机设备成本要远远低于两台单层机。双层压瓦机设备采用台湾台达DVP14ES主机计算机,使用文本屏显示的电控系统,便于操作,易上手该双层压瓦机设备采用自动控制软件,实现生产信息化管理;整个机组自动化控制系统采用高集成的网络,使自动化系统性能优越;该彩钢设备还具有操作、维护、保养以及机械的调试、模具替换容易等优点。彩钢瓦全钢结构厂房框架、单面彩钢板钢结构厂房、多跨式钢结构车间、带木行车梁厂房、别墅式彩钢板用房连跨彩钢板天棚、楼顶加层、大跨度厂房、轻钢结构环棚。双层压瓦机设备生产的产品具有重量轻、、承重大、好的特点,被广泛应用于多高层钢结构建筑。波浪型压瓦机设备包括:整机、PLC电脑控制系统、剪切设备、液压系统。
焊缝以一次焊成为宜,如分两次焊接时,应在道焊缝冷却后再焊道,不宜在一条短焊缝上连续重复烧焊,以防金属。对焊工的技术水平应有要求,不熟练的焊工容易出现咬肉、气孔、夹渣、裂纹、未焊满的陷槽等缺陷。
轻型钢结构的杆件较多,焊点分散,尤应注意检查有无漏焊和错位等现象。对于桁架式檩条,三铰拱屋架或梭形屋架,其连续弯曲的蛇形圆钢腹杆多在胎具上用手工完成,直径较小时采用冷弯,直径较大时需利用氧气乙炔局部加热进行弯曲。
几种双层压瓦机在生产彩钢板过程中产生的缺陷原因:
1、袋形波的产生主要是由于板在弯曲过程中产生了横向拉伸应力和横向应变,而板料沿厚度方向的应变相对较小,根据材料变形的关系,必然会在变形比较集中的部位沿纵向出现收缩变形。
2、双层压瓦机造成纵向弯曲的原因较多,其中一个很重要的原因是断面的边部在弯曲侧面时受到张紧力的作用,力图将整个断面沿纵向拉长,但张紧力不足以拉长整个刚性断面,导致轧件前端出现向上或向下弯曲的现象。
3、边部波是一种比袋形波为常见的缺陷,它的产生主要是两种作用的综合:同前面袋形波的机理相同,是由于断面弯曲部分材料受到横向拉伸应力,产生横向拉伸应变,在厚度方向应变不大的情况下,根据关系出现纵向收缩,而边缘部分由于受到压缩应力产生边浪;是边缘部分的材料先是在外力作用下被拉伸剪切变长,后又再次被压缩剪切产生塑性变形造成边浪。这两种作用互相叠加,形成边浪。
